An official website of the United States government
Official websites use .gov A .gov website belongs to an official government organization in the United States.
Secure .gov websites use HTTPS
A lock ( ) or https:// means you’ve safely connected to the .gov website. Share sensitive information only on official, secure websites.
Pipeline Construction: Typical Construction Issues
Since 2007, the pipeline industry has been experiencing unparalleled growth driven by the need to satisfy the Nation's energy demand and bring new sources of supply to the market. As a result, PHMSA has stepped up the number of new pipeline construction inspections performed each year and our inspections of these new pipeline projects have discovered a number of issues that if left unresolved could have an impact on the long and short term integrity of the pipeline. PHMSA inspects pipeline construction to assure compliance with these requirements. Inspectors review operator-prepared construction procedures to verify that they conform to regulatory requirements. Inspectors then observe construction activities in the field to assure that they are conducted in accordance with the procedures.
When issues are identified by PHMSA inspectors, those concerns are brought to the attention of the pipeline constructor. Resolution of the concerns may involve procedure revisions, personnel training, modification to construction practices, or physical repairs to the pipeline, pipeline coating, or auxiliary pipeline features. PHMSA ensures that the issues are corrected prior to the pipeline being buried and prior to the pipeline commissioning through pre-commissioning integrity hydrostatic pressure tests and inline inspection tool (Smart Pig) runs.
The applicable regulations addressing protective coating are §192.461 for gas pipelines and §195.559 for hazardous liquid pipelines. Additional discussion on coatings can be found at the Stakeholders Communications web site and the PHMSA presentation on Construction and Pipeline Coatings which was given in the April 23, 2009 workshop on new pipeline construction issues. Some specific considerations for coating applications during construction are provided below:
The coating cutback can be too small or too large – The coating manufacturer's instructions on the coating cutback distance must be followed to ensure long-term bonding of the material to the pipe.
The coating cutback can be too small or too large – The coating manufacturer's instructions on the coating cutback distance must be followed to ensure long-term bonding of the material to the pipe. Fusion Bonded Epoxy (FBE) Application - Girth Weld
Proper pipe surface preparation is a must. PHMSA inspection has seen instances where the surface was inadequately cleaned. The pipe should be sand blasted and then preheated as instructed by the coating manufacturer.
Care must be taken in the application of coatings in the field. Shielding may be needed to avoid dust or rainwater contamination. Following the coating application, the coating thickness must be verified to ensure the manufacturer's specifications have been met.
Prior to backfilling, the entire pipeline must be visually inspected by trained and qualified inspectors. Surface Preparation of Girth Weld Prior to Coating
Inspection for coating holidays should use properly calibrated equipment. The inspection process must ensure that the proper voltage is used. Equipment calibration and use must be in accordance with the manufacturer's specifications.
PHMSA inspections have identified the following types of concerns when inspecting new pipeline construction:
Coating - Fusion Bonded Epoxy
Coating - Electronic Defect Detectors (Jeeping)
Coating over mud or rust.
Application temperature too hot or cold.
Heat damage to the factory FBE coating.
Failing to follow manufacturer's instructions.
Sand blast technique - no correct bevel / no overlap at factory coating.
Coating in high wind with blowing dirt.
Water in the pipe during heating – does not allow for uniform heating.
Coating specifications not available to inspectors.
Girth weld coating not fully bonded to pipe.
Failing to follow manufacturer's instructions.
Low voltage setting on holiday detector.
Inadequate training of inspectors and contractors.
Jeeping over tape and fiberboard stuck to the pipe.
Failing to adequately clean the pipe before jeeping.
Failing to visually inspect pipe for coating defects.
Using damaged (bent) detector springs.
High resistance in electrical circuit.
Jeeping at too fast a speed per the spec or manufacturer.
Jeeping over coating repairs before they are dry.
Detector failing to identify defects Detector not calibrated per manufacturer.
Coating - Melt Stick
Coating - Two Part Epoxy
Failing to follow manufacturer's instructions.
Not adequately heating pipe before application.
Inadequate surface preparation - abrasion.
Use on defects larger than 0.5 in2.
Application over two part epoxy.
Improper accelerated drying by patting.
Use on bare metal.
Failing to follow manufacturer's instructions.
Inadequate surface prep - abrasion.
Application after epoxy starts to set.
Inadequate mixing of the epoxy.
Applying above or below recommended temp - or not pre-heating pipe.
The applicable regulations addressing bending are §192.313 for gas pipelines and §195.212 for hazardous liquid pipelines. Additional discussion on bending can be found at the Stakeholders Communications web site. Some specific concerns related to bending applications during construction are provided below:
Pipe bend surface ripples out of tolerance. Regulations require that each bend must have a smooth contour and be free from buckling, cracks, or any other mechanical damage.
Bending has occurred such that the pipe seam is not in the neutral axis. On pipe containing a longitudinal weld, the longitudinal weld must be as near as practicable to the neutral axis of the bend unless the bend is made with an internal bending mandrel; or the pipe is 12 inches (305 millimeters) or less in outside diameter or has a diameter to wall thickness ratio less than 70.
Hot or cold bends should not be cut within the bend itself. By cutting within the bend, it may cause potential line-up issues. Full bends can be cut. Segmented bends are "cuttable" but this should not be done for "in-field" hot and cold bends.
Contractors installing new pipelines had inadequate construction specifications and procedures for performing bending. Quality and detailed specifications and procedures must be in place prior to beginning any construction job.
During pipeline construction project inspections, PHMSA has noted that the constructors have not followed required procedures for bending. All bending must be performed in strict accordance with federally prescribed standards and construction procedures to ensure integrity of the bend. Bend machine operators must be trained and qualified in the bending process.
The applicable regulations addressing welding are in Subpart E of Part 192 for gas pipelines and Subpart D of Part 195 for hazardous liquid pipelines. Additional discussion on welding can be found at the Stakeholders Communications web site. Some specific concerns identified related to welding applications during construction are provided below:
Improperly qualified procedures or the use of wrong procedures. All welding procedures must be qualified and welding must be controlled to strict specifications. Federal regulations require each welder must pass qualification tests to work on a particular pipeline job, and each weld procedure must be approved for use on that job in accordance with welding standards.
PHMSA inspection has found that some operators do not have welding procedures on site or are not following procedures.
Part of the welding process is pre-heating of the pipe joint prior to beginning welding. Welders have not always ensured that the pre-heating requirements, established and documented in qualified welding procedures, are maintained. Improper pre-heating can lead to weld cracking even after the completion of successful nondestructive testing of the weld. Refer to Hydrogen Assisted Cracking(HAC) for additional discussion.
PHMSA issued advisory bulletin ADB-10-03 to notify owners and operators of recently constructed large diameter natural gas pipeline and hazardous liquid pipeline systems of the potential for girth weld failures due to welding quality issues. Misalignment during welding of large diameter line pipe may cause in-service leaks and ruptures at pressures well below 72 percent specified minimum yield strength (SMYS). PHMSA has found pipe segments with:
Line pipe weld misalignment.
Improper bevel and wall thickness transitions.
Out of roundness due to cut induction bends, and
Other improper welding practices.
PHMSA inspections have identified the following types of concerns when inspecting new pipeline construction:
Mechanized Welding
Manual Welding
Coating damage caused by welding band.
Incomplete weld procedure qualification.
Pre-heat crew not using Tempilstiks (temperature-indicating stick).
Pipe size - mis-alignment "Hi-Lo" issues.
Non-Destructive Testing (NDT) falling behind main gang.
Lack of padding between pipe and skids.
Incorrect or inadequate placement of skid cribbing.
Lack of inspector oversight.
Not following procedures.
Incorrect pre-heat or temperature between weld passes (interpass temperature).
Initial high defect rates.
Inadequate defect repair tracking.
Inadequate quality and documentation of Manual Ultrasonic Testing (MUT).
Not following procedures.
Improper fit up (misalignment).
Improper bevel and wall thickness transitions.
Improper fit up of cut induction bends (ovality and out-of-roundness).
Lack of inspector oversight.
Early clamp release.
Arc burns due to poor welding practices.
Incorrect pre-heat or temperature between weld passes (interpass temperature).
Inadequate visual weld inspection.
Improper storage of low hydrogen rods.
Welding inspectors not in possession of welding procedures.
Use of 'hinging' technique to aid with pipe line-up.
Pipe size - mis-alignment "Hi-Lo" issues.
Improper gas flow rate for gas shielded processes.
Inadequate defect repair tracking.
Incomplete qualification documents for welders.
Amps and volts measured at machine not weld (for long leads).
There have been occurrences of through-wall cracks in welds that were discovered during the hydrotest phase of pipeline construction. These discoveries are extremely troubling as cracked welds are typically found and repaired or removed during the nondestructive testing and repair phase of pipeline construction. All of the failures have been found in high-strength pipe (X-70 or X-80) 20" or greater in diameter. Metallurgical investigations concluded hydrogen assisted cracking(HAC) was the failure mechanism.
The presence of hydrogen in the weld metal or Heat Affected Zone may lead to a form of cracking known as hydrogen‐induced cracking (HIC). This form of cracking is also commonly referred to as "hydrogen‐assisted cracking" (HAC) or "cold cracking" since it occurs at or near room temperature after the weld has cooled.
Construction records associated with the leaks and additional investigations were reviewed and most of the time either ultrasonic inspection or radiography were completed the same day as the weld; no Non Destructive Testing (NDT) reports indicate cracks - this helps confirm Delayed HAC. In some cases the NDT was completed on the following day, here again no NDT reports indicate cracks. Ultrasonic testing (UT) was used on the mechanized projects and radiography was used on the manual welding projects.
Three factors must be present in the weld for HAC to occur; a source of hydrogen, a micro-structure susceptible to the effects of hydrogen, and stresses in the weld.
Hydrogen is present in the coating of all E XX10 electrodes, used on many pipeline projects.
There are always stresses present in the weld due to heating and cooling and the restrained geometry inherent in a pipeline weld.
Higher stress levels can be present in repair welds, tie-in welds, transition welds, and welds with poor joint alignment.
Solutions to avoid HAC include:
Using a low-hydrogen welding process (GMAW – FCAW - E XX18 – E XX45) in a high strength pipeline weld.
If using cellulosic electrodes – Allowing sufficient time at temperature to allow any hydrogen to diffuse from the weld (higher preheat temperatures, preheat maintenance, minimum temperature between weld passes "interpass temperature", avoid weld interruption).
PHMSA issued Advisory Bulletin ADB-10-03 to notify owners and operators of recently constructed large diameter natural gas pipeline and hazardous liquid pipeline systems of the potential for girth weld failures due to welding quality issues. Misalignment during welding of large diameter pipe may cause in-service leaks and ruptures at pressures well below 72 percent of the specified minimum yield strength (SMYS). PHMSA reviewed several recent projects, constructed in 2008 and 2009, with a 20-inch or greater diameter, Grade X70 and higher line pipe. Metallurgical testing results of failed girth welds in pipe wall thickness transitions have found pipe segments with line pipe weld misalignment, improper bevel, improper wall thickness transitions, and other improper welding practices which occurred during construction. Several failures were also located in line pipe segments with concentrated external loading due to support and backfill issues. Owners and operators of recently constructed large diameter pipelines should evaluate these lines for potential girth weld failures due to misalignment and other issues by reviewing construction and operating records along with conducting engineering reviews as necessary.
PHMSA issued Advisory Bulletin 09-01 to advise pipeline operators of material problems, inconsistent chemical and material properties, that have been found in microalloyed high-strength line pipe grades, generally Grade X-70 and above. The Advisory Bulletin reports some pipe material did not meet the requirements of the American Petroleum Institute (API), Specification 5L, Line Pipe, 43rd edition for the specified pipe grade even though the pipe supplier provided documentation that the pipe met these minimum standards. The Advisory Bulletin suggests pipeline operators closely review manufacturing specifications for the production and rolling of steel plate and that they request detailed Manufacturing Procedure Specifications (MPS), as a basis, to assure critical parameters are controlled throughout the pipe manufacturing process.
The applicable regulations addressing installation of pipeline in a ditch (excavated trench) are §192.319 for gas pipelines and §§195.246 and §195.252 for hazardous liquid pipelines. Additional discussion on lowering and backfilling can be found at the Stakeholders Communications web site. Some specific concerns related to lowering and backfilling applications during construction are provided below:
All pipe installed in a ditch must be installed in a manner that minimizes the introduction of secondary stresses and the possibility of damage to the pipe. Multiple pipe lowering equipment (sidebooms) A Pipeline Lowered into a Trench
is typically required to avoid secondary stresses. A stress analysis may be performed in advance of lowering to determine how the pipe is to be lowered and to determine the side boom spacing. Sideboom spacing is to be in accordance with the national welding standard: API 1104, Appendix A, ECA Stress Analysis. PHMSA inspection of new pipeline construction has identified instances where an inadequate number of sidebooms have been used to lower the pipe into the ditch.
The pipeline coating must be inspected after lowering to identify any damage. Any damaged coating must be repaired prior to backfilling to avoid future corrosion concerns. PHMSA inspection of new pipeline construction has noted instances where coating damage would have gone unrepaired without the PHMSA inspector's discovery.
Care must be taken to protect the pipe and coating from sharp rocks and abrasion as the backfill is returned to the trench. In areas where the ground is rocky and coarse, the backfill material should be screened to remove rocks or the pipe can be covered with a material to protect it from sharp rocks and abrasion. Alternatively, clean fill may be brought in to cover the pipe. PHMSA inspection of new pipeline construction has identified instances where the fill was not screened to eliminate rock fill material.
The applicable regulations addressing excavation and cover of pipeline are §192.327 for gas pipelines and §195.248 for hazardous liquid pipelines. Additional discussion on excavation and cover of pipeline can be found at the Stakeholders Communications web site. Some specific concerns related to excavation and cover during construction are provided below:
Insufficient burial depth - The trenches must be deep enough to allow for an adequate amount of cover when the pipe is buried. Federal regulations require that transmission pipelines be buried at least 30 inches below the surface in rural areas and deeper in more populated areas. In addition, the pipeline must be buried deeper in some locations, such as at road crossings and crossings of bodies of water, and may be less in other locations such as consolidated rock.
Missing "Call Before You Dig" notifications - Striking underground utilities when digging can cause injuries, deaths, environmental damage and loss of critical infrastructure and services. For additional information see: Damage Prevention Information and call811.com.
Inadequate use of rock shield, padding machines, or selective backfill.
Dents caused by placing pipe on rocks.
Construction crews have often damaged pipe and coating during the installation of the pipeline in ditches, while backfilling, and when installing river weights.
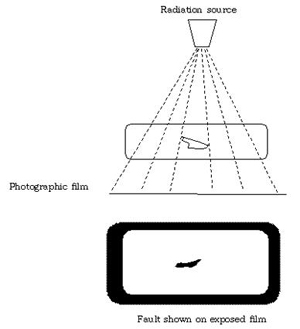
The applicable regulations addressing nondestructive testing are §192.243 for gas pipelines and §195.234 for hazardous liquid pipelines. Quality assurance ensures the quality of the ongoing welding operation. To do this, qualified technicians take radiographs of the pipe welds to ensure the completed welds meet federally prescribed quality standards. An NDT technician uses real-time radiographs or processes the film in a portable darkroom at the site. If the technician detects any flaws, the weld is repaired or cut out, and a new weld is made. Another form of weld quality inspection employs ultrasonic testing (UT) technology. Some specific concerns related to nondestructive testing applications during construction are provided below:
Essential wire (used to verify the ability to identify and size defects) not visible on radiograph.
NDT records not adequate or up to date.
Poor radiographic technique - not meeting API 1104 Non-Destructive Examination requirements.
Film density is not within specification.
Incomplete qualification documents for technicians.
Inadequate interpretation of radiographic results.
The following is a summary listing of typical issues that have been identified by PHMSA inspections of new pipeline construction projects. Identified issues have primarily been due to a failure to implement existing industry standards, manufacturer's recommendations, and federal regulations. Some of these issues are discussed in more detail on other Pipeline Construction web pages but are repeated here in order to provide a consolidated list.
Pipe and Miscellaneous Issues
Design
Incorrect pipe wall thickness for class location.
Inadequate testing documentation for pipeline components.
Pipe
Pit defects in the pipe body.
Laminations.
Pipe sizing issues and variability/damage to pipe ends.
Low tensile strength and/or thin wall in some pipe.
Inadequate Operator Qualification
Bending
Ripples out of tolerance.
Pipe seam not in neutral axis.
Not following procedures.
Inadequate construction specification.
Not using internal mandrel when required by procedures.
Pipe End Facing
Pipe Set to Offset/Prevent Long Seam Alignment/Orientation Issues
Lowering
Inadequate boom spacing per the Engineering Critical Analysis (ECA) requirements.
Unrepaired coating defects at the time the pipe is lowered into trench.
Hydrostatic Testing
Poor winter testing due to freezing of pressure equipment.
Cracks discovered in girth welds during hydrostatic testing.
Improper pressure maintenance during hydrostatic testing.
Long seam failures.
Insufficient Line Markers at Commissioning
Post Construction Documentation
Coating
Fusion Bonded Epoxy (FBE)
Coating over mud or rust.
Application temperature too hot or too cold.
Heat damage to the factory Fusion Bonded Epoxy (FBE) coating.
Failing to follow manufacturer's instructions.
Sand blasting technique not sufficient for pipe preparation for the coating application.
Coating in high wind with blowing dirt.
Water in the pipe during heating.
Coating specifications not available to inspectors.
Girth weld coating not fully bonded to pipe.
Melt Stick (Patch Stick)
Failing to follow manufacturer's instructions.
Not adequately heating pipe before application.
Inadequate surface preparation - abrasions.
Use on defects larger than 0.5 in2.
Application over two-part epoxy.
Improper accelerated drying by patting.
Use on bare metal.
Electronic Defect Detectors (Jeeping)
Failing to follow manufacturer's instructions.
Low voltage setting on holiday detector.
Inadequate training of inspectors and contractors.
Jeeping over tape and fiberboard stuck to the pipe.
Failing to adequately clean the pipe before jeeping.
Failing to visually inspect pipe for coating defects.
Using damaged (bent) detector springs.
High resistance in electrical circuit.
Jeeping at too fast a speed per the spec or manufacturer.
Jeeping over coating repairs before they are dry.
Detector failing to identify defects.
Detector not calibrated per manufacturer.
Two-Part Epoxy
Failing to follow manufacturer's instructions.
Inadequate surface prep - abrasion.
Application after epoxy starts to set.
Inadequate mixing of the epoxy.
Applying above or below. recommended temp - or not pre-heating pipe.
Using unapproved infrared temperature sensors.
Welding
Mechanized Welding
Coating damage caused by welding band.
Incomplete weld procedure qualification.
Pre-heat crew not using Tempilstiks.
Pipe size - Hi-Lo alignment issues.
NDT falling behind main gang.
Lack of padding between pipe and skids.
Incorrect or inadequate placement of skid cribbing.
Lack of inspector oversight.
Not following procedures.
Incorrect pre-heat or interpass temp.
Initial high defect rates.
Inadequate defect repair tracking.
Inadequate quality and documentation of MUT.
Manual Welding
Not following procedures.
Lack of inspector oversight.
Early clamp release.
Arc burns due to poor welding practices.
Incorrect pre-heat or interpass temp.
Inadequate visual weld inspection.
Improper storage of low hydrogen rods.
Welding inspectors not in possession of welding procedures.
Use of 'hinging' technique to aid with pipe line-up.
Pipe size - Hi-Lo alignment issues.
Moving pipe during root bead welding.
Improper gas flow rate for gas shielded processes.
Inadequate defect repair tracking.
Incomplete qualification documents for welders.
Amps and volts measured at machine not weld (for long leads).
Inadequate defect removal on repair welds.
Excavation
Inadequate use of rock shield, padding machines or selective backfill.
Insufficient burial depth (to code or waiver).
Ditch profile not matching pipeline causing inadequate support.
Dents caused by placing pipe on rocks.
Erosion of cover at streams.
Insufficient pipeline weights.
Excavating over the pipe without adequate protection.
Not reviewing as-built drawings for parallel pipelines.
No One-Call notifications.
Nondestructive Testing
Essential wire or hole not visible on radiograph.
Poor radiographic technique - not meeting API 1104 Non-Destructive Examination requirements.
Not meeting the minimum 10% NDT requirements.
NDT records not adequate or up to date.
Incomplete qualification documents for technicians.
Inadequate interpretation of radiographic results.

 Application - Girth Weld")